中国港口指定牺牲阳极供应商
7*24小时咨询热线
188-3919-9888
7*24小时咨询热线
188-3919-9888
客户为首、团队合作、积极向上、迎接变化、诚实守信、感恩奉献、结果为王
是一家从事阴极保护系统防腐材料的研发、生产、销售、工程技术服务为一体综合实业公司
质量放心 价格欢心 时间合心 售后省心 紧急贴心
Enterprise strength
Product advantages
Experience advantage
quality assurance
price advantage
Worry free after-sales service
天津一航、四航公司合作参与并生产牺牲阳极 | 曹妃甸首钢矿石码头(1-3期)牺牲阳极阴极保护工程 | 港珠澳大桥CB03标段阴极保护工程 | 湛江港保满集装箱码头一期钢管桩阴极保护工程等国家大中型防腐工程



立即咨询我们
188-3919-9888
了解盛世达 ● 更懂盛世达
专注阴极保护防腐技术研发生产,中国港口几大牺牲阳极供应商之一




中国著名品牌 · 中国防腐行业十佳诚信企业·国家合格评定质量信得过产品 · 中国石油工程协会管道设备保温与防护技术专委会委员单位 · 15项实用新型专利证书





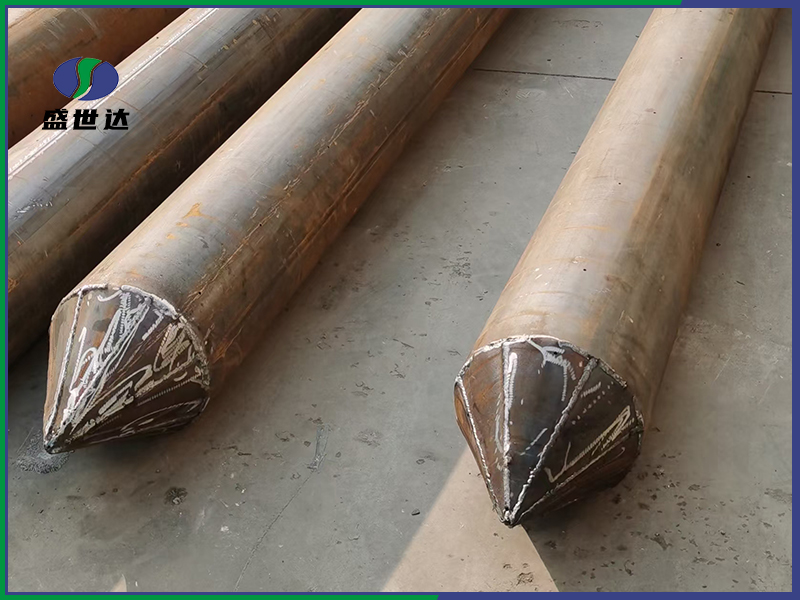
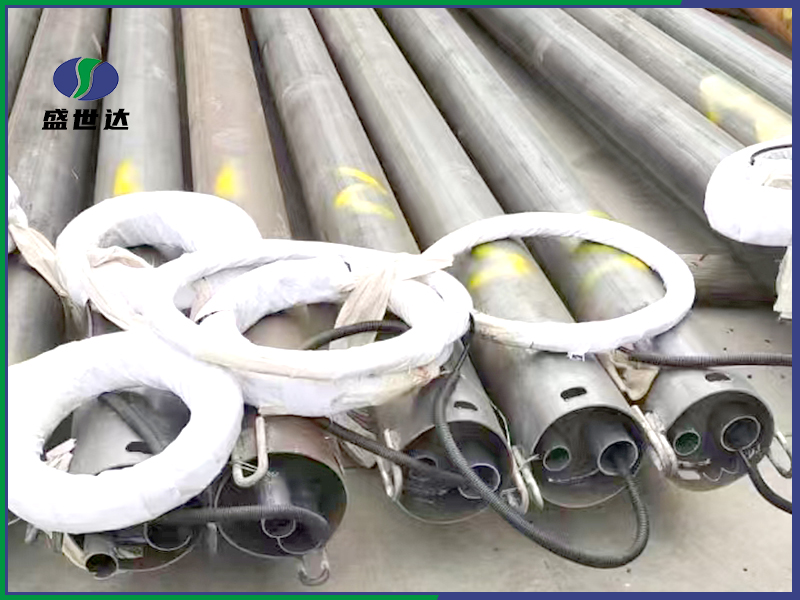
牺牲阳极的安装
牺牲阳极安装工艺流程: 牺牲阳极坑开挖→清理管道→阳极连接电缆与管道焊接→检查焊接点→焊点强度试验→焊接点防腐→回填牺牲阳极地坑→进入下道工序 阳极电缆与管道的连接:电缆与管道的焊接可以采用铝热焊法。 焊接前应将管子绝缘层除去用刮刀或锉刀使欲焊处有足够大小的金属光泽表面;电缆端应剥去绝缘层,芯线应伸出50mm。电缆芯线必须清洁干燥、无油和油脂,焊点至少离管道焊缝100mm远。进行铝热焊时,钢管应预热至100℃左右。铝热焊电缆接头、电缆与管道连接见图所示。 1、焊接方法 ◆将电缆外皮剥离至合适的长度,用钢丝刷除去污物及氧化皮; ◆用锉刀或电动机具除去被焊接钢管上的涂层露出金属基材; ◆铝热焊模具就位,将电缆插入底孔部位,将金属片放入模具腔内,倒入焊剂,并捣实,放入点火器、盖上模具盖子; ◆点火焊剂,移去模具,清除浮渣,检查焊接接头。 2、焊接要点 ◆焊接模具必须干燥,模具在使用前应烘烤; ◆钢及电缆的焊接接头部位应除去氧化皮; ◆模具和钢管表面结合紧密无间隙; ◆为防电缆过热应在焊接部位加铜套。 3、阳极埋设: 当管道的安装与锌阳极埋设同步进行时,牺牲阳极的埋设位置,与管道外壁距离为1.5米左右,不应小于0.3m。阳极可埋设在管道的侧方或侧下方,视现场具体工况条件,可选择立式或卧式埋设。埋设深度必须在冻土层以下,一般要求与管道深度一致。对于已安装完的管道,阳极埋设可在管道中心位置,使得阳极包的中心位置与管道中心位置在同一高程上,施工采用人力钻孔的施工方式,钻孔直径为Ф400,阳极包采用竖向布置。 4、电缆与管道焊接后,应对铝焊点进行强度试验,合格后才能进行补伤作业。补伤前应先填充热溶胶,热收缩带下的防腐层和电缆外皮应预先打毛,再外包覆热收缩带防腐。 5、阳极连接电缆和阳极钢芯连接要求: 阳极连接电缆和阳极钢芯采用铜焊或锡焊接,双边焊缝长度不得小于50mm,焊好后电缆接头及露出阳极端面的钢芯要防腐绝缘,绝缘材料应用环氧树脂或同工效的其他涂料。防腐结束后应对接头采用必要的保护措施,以防止接头被损坏。各点确认焊接、连接、防腐处理合格后,回填土壤。在回填土将阳极布袋没设后,向阳极坑内灌水,使阳极填料包饱和吸满水后,回填表面土夯实,恢复地貌。 6、焦炭渣铺设:每个阳极四周必须填焦炭碴,其焦炭碴粒径宜小于15mm,阳极下部的焦炭碴厚度均不宜小于200mm,上部的厚度为1000mm,四周围的焦炭碴厚度不宜小于100mm,焦炭颗粒和周围回填土接触应良好,并应夯实,焦炭碴中不得混入泥土。焦炭回填料顶部必须放置粒径为5~10mm左右的砾石或粗砂,厚度为500mm,表层回填土应高出原自然地面200mm。 7、成组辅助阳极埋设后应测量其接地电阻不宜大于1Ω,如达不到要求应采取补救措施。 8、汇流电缆架空线、引线的连接宜采用镀锌螺栓卡子拧紧,导线端应装有铜接线端子,接线应在水泥杆上或在本工程特制的铜管内接线端子排上进行。 9、特殊地段管道阴极保 设计明确要求,对“三穿”管道纳入全线阴极保护系统,实施强制电流保护。在穿跨越两岸各埋设一组锌合金牺牲阳极做补充保护,阴极组由4支净重为22Kg/只的预包装锌合金牺牲阳极组成,阴极通过电流测试桩内的短接片与管道连接。牺牲阳极采用水平敷设,将阴极在管道两侧敷设,每侧埋设2支。 针对高压电力设施、电气化铁路等杂散电流大的地段,采用埋设牺牲阳极作为管道阴极保护的加强。 管道阴极保护特殊地段,牺牲阳极的有效使用年限不应小于15年。 管线阴极保护系统运行后,用电流测试桩测试管道全线的杂散电流,对杂散电流测试不符合设计验收规范处,采用增设牺牲阳极的方法进行管道保护。
阴极保护体系在埋地管道中的应用
工业管道主要用于运输水,石油产品,天然气和一些公用事业等。世界各国都有一个巨大的管道系统网络,这些管道可能在陆地上,也可能在海上,但是在这两种情况下都会受到腐蚀。如果腐蚀没有得到及时的缓解,很可能会带来极大的损失,甚至导致危险事故的发生。 对于管道防腐,现在人们已经掌握了几种不同的腐蚀控制技术,阴极保护就是其中之一。该技术可以应用于涂层管道上,以减轻涂层质量较差的区域的腐蚀速率,也可用于裸露管道上。上面提及的两种不同类型的阴极保护技术都可以用于埋地管道的腐蚀预防方面。至于两种类型技术的具体选取一般取决于多个因素,例如所需的电流大小,土壤电阻率和待保护结构的面积等。 以碳钢材料为例,阴极保护技术旨在极化管道使其电位值降低到-850毫伏。一般可以通过测试站测量极化电位,测试站将沿管道路线安装在以下位置: 频繁间隔(例如<2km / 1.24英里) 与外界结构交叉处 电绝缘点 在某些牺牲阳极位置 近电源干扰 杂散电流放电到土壤的位置 · 阴极保护引起的问题 在许多大型管道网络中,有很多交叉,并行以及分支的结构,其中管道如果应用了阴极保护技术,管道之间可能会发生直流干扰现象,进而加速腐蚀。为了克服这个问题,管线可以直接地或通过电阻间接的进行耦合。 对于涂覆质量较差的涂层管道,阳极保护水平高的地方可能会出现阴极剥离现象,较高的温度也可能促进阴极剥离,高PH环境在应力腐蚀开裂方面也是一个值得注意的问题。在这些情况下,管道的极化电位必须保持在-850 mV 的数值。 阴极保护虽然只是一种用于防止腐蚀的方法,但不仅仅只是应用在管道中,在船舶,海上石油平台和其他钢结构中同样可以得到应用。 河南盛世达防腐工程有限公司成立于1999年,公司产品包括各类牺牲阳极、防腐蚀电源、阴极保护检测设备、阴极保护检测设备,提供防腐蚀工程设计与施工、阴极保护运行及管理、检测与评估、油气管道完整性管理以及腐蚀技术咨询与培训。
关于阴极保护的一些基本知识
腐蚀与腐蚀电池 作为一种天然存在的现象,腐蚀主要是指材料(一般指金属材料)与环境间发生的化学或电化学相互作用而导致材料功能受到损伤的现象。 在大多数情况下,当金属被放置在水溶液中或潮湿的大气环境中时,金属表面会形成一种微电池,有时也称腐蚀电池(其电极一般称为阴、阳极)。在阳极上发生氧化反应,使阳极发生溶解,在阴极上则发生还原反应,一般只起传递电子的作用。 腐蚀电池的形成原因 腐蚀电池的形成原因主要是由于金属表面吸附了空气中的水分,形成了一层水膜,因而使空气中CO?等气体溶解在这层水膜中,形成电解质溶液,而浸泡在这层溶液中的金属又总是不纯的,例如工业上用的钢铁,其实际上是合金材料,即除铁之外,还含有石墨、渗碳体以及一些其它的金属和杂质,它们大多数没有铁元素活泼。这样形成的腐蚀电池的阳极为铁,而阴极为杂质,又由于铁与杂质紧密接触,使得腐蚀不断进行。 金属材料发生腐蚀的难易程度通常取决于金属的晶粒结构,合金材料组成以及在制造期间金属表面经受的处理温度和是否发生变形等因素。 微观腐蚀电池 现在,已经有许多经受了时间考验的腐蚀预防方法,其中之一就是阴极保护 法,在本文中,我们将介绍一些关于阴极保护类型以及该方法如何有效预防埋地管道免受腐蚀等知识。 什么是阴极保护? 阴极保护技术是电化学保护技术的一种,其原理是向被腐蚀金属结构物表面施加一个外加电流,被保护结构物成为阴极,从而使得金属腐蚀发生的电子迁移得到抑制,避免或减弱腐蚀的发生。暴露于电解质中的金属材料表面具有多个微观阳极和阴极位置。当阳极电负性强于阴极时,它们之间就会产生电位差,进而发生腐蚀 阴极保护的目的就是尽可能的降低阴极和阳极之间的电位差,使其降低到一个可以忽略的值。这种电位差的减少主要是由于阴极的极化所导致,根据欧姆定律,利用这种方法,腐蚀电流能够得到很好的缓解。阴极保护可以通过向被腐蚀金属结构物表面施加一个外加电流来实现。 阴极保护标准 为了实现足够的阴极保护,受保护结构的电位必须极化到一定的值,通常采用参比电极来测量极化电位。例如铜/硫酸铜电极(CSE)就是土壤和淡水中较常用的参比电极。 目前有两种类型的阴极保护评估标准。根据情况,一般可以使用其中任何一种,尽管在许多情况下,第 一 种被认为是更加优越的。 1.电位标准 施加阴极保护时被保护结构物的电位至少达到-850毫伏(mV)或更负(相对于铜/硫酸铜参比电极)。 2.极化转变标准 在构筑物表面与接触电解质的稳定参比电极之间的阴极极化值为100mV(相对于铜/硫酸铜参比电极)。 注:这些判据标准主要适用于碳钢材料,不同类型的金属材料标准可能有所不同。 阴极保护的类型 阴极保护主要包含两种类型 1 牺牲阳极保护阴极 这种类型的阴极保护,主要原理是通过将被保护金属和一种可以提供阴极保护电流的金属或合金(即牺牲阳极)相连,进而使得被保护体极化以降低腐蚀速率。在被保护金属与牺牲阳极所形成的电池中,被保护金属体为阴极,牺牲阳极的电位往往负于被保护金属体的电位值,在保护电池中是阳极,被腐蚀消耗,故此称之为“牺牲”阳极,从而实现了对阴极的被保护金属体的防护。 牺牲阳极一般为一些活性金属,例如锌、铝和镁等,根据电位序列,这些都是比较活跃的金属材料。 阴极保护电流主要是由牺牲阳极和受保护结构之间的电位差引起的。 使用的阳极类型通常取决于电解质的电阻率和化学组成等因素。 该类型的阴极保护优点主要有:单次投资费用低,运行过程中基本不需要支付维护费用;保护电流的利用率较高,不会产生过保护;对邻近的地下金属设施无干扰影响;适用于厂区和无电源的长输管道以及小规模的分散管道保护;施工技术简单,平时不需要特殊的维护管理等。 2.强制电流阴极保护(外加电流法) 强制电流阴极保护 法是指将被保护金属与外加电源负极相连,由外部电源提供保护电流,以降低腐蚀速率的方法。外部电源通过埋地的辅助阳极将保护电流引入地下,通过土壤提供给被保护金属,被保护金属在大地中仍为阴极,其表面只发生还原反应,不会再发生金属离子化的氧化反应,使腐蚀受到抑制。 三种常用的阳极类型:可溶性阳极(铝和钢),半可溶性阳极(石墨和高硅铸铁(HSCI))和不溶性阳极(铂,混合金属氧化物和聚合物等)。 这种类型的阴极保护技术的主要部件是一个变压整流器,这迫使电流从阳极流到受保护的结构(阴极)。 具体使用的阳极类型,可溶性,半可溶性或者不溶性,通常取决于电解质的化学组成和待保护的区域等因素。 该类型的阴极保护技术优点主要包括:驱动电压高,能够灵活地在较宽的范围内控制阴极保护电流输出量,适用于保护范围较大的场合;在恶劣的腐蚀条件下或高电阻率的环境中也适用;选用不溶性或微溶性辅助阳极时,可进行长期的阴极保护;每个辅助阳极床的保护范围较大,当管道防腐层质量良好时,一个阴极保护站的保护范围可达数十公里等。
阴极保护是什么?盛世达给您答案
阴极保护是什么?阴极保护是基于电化学腐蚀原理的一种防腐蚀手段。美国腐蚀工程师协会(NACE)对阴极保护的定义是:通过施加外加的电动势把电极的腐蚀电位移向氧化性较低的电位而使腐蚀速率降低。牺牲阳极阴极保护就是在金属构筑物上连接或焊接电位较负的金属,如铝、锌或镁。阳极材料不断消耗,释放出的电流供给被保护金属构筑物而阴极极化,从而实现保护。外加电流阴极保护是通过外加直流电源向被保护金属通以阴极电流,使之阴极极化。该方式主要用于保护大型或处于高土壤电阻率土壤中的金属结构。 保护电位是指阴极保护时使金属腐蚀停止(或可忽略)时所需的电位。实践中,钢铁的保护电位常取-0.85V(CSE),也就是说,当金属处于比-0.85V(CSE)更负的电位时,该金属就受到了保护,腐蚀可以忽略。 阴极保护是一种控制钢质储罐和管道腐蚀的有效方法,它有效弥补了涂层缺陷而引起的腐蚀,能大大延长储罐和管道的使用寿命。根据美国一家阴极保护工程公司提供的资料,从经济上考虑,阴极保护是钢质储罐防腐蚀的较为经济的手段之一。 公司遵循“灵活,创新”的经营理念, “诚信、协作、奋进”是盛世达倡导的企业精神,用优良的产品,现代化的管理理念以及丰富的研发成果和生产业绩,为我国防腐蚀事业贡献自己的一份力量。

关注公众号